Roncsolásmentes anyagvizsgálat neutronokkal
Mezei Ferenc akadémikus tervei alapján Martonvásáron épül az úgynevezett optimalizált kompakt neutronforrás prototípusa. Ha elkészül, Magyarországon működik majd a világon a legmodernebb, Európában pedig az első olyan anyagszerkezetvizsgáló neutronlabor, amely alacsony építési és üzemeltetési költségei, kis helyigénye okán világszerte új fejezetet nyithat egészségügyi alkalmazásokban (például a rákterápiában) és számos iparágban, a többi között autóipari felhasználásokban.
 A martonvásári neutronlabor épülete
A martonvásári neutronlabor épületeEz a bázis elsősorban roncsolásmentes anyagszerkezeti vizsgálatokra lesz alkalmas, azaz az elemzésre küldött minta vagy alkatrész belsejéről úgy ad pontos képet, hogy azt közben nem kell szétdarabolni, megfúrni, belőle mintát venni. A neutronokkal végezhető roncsolásmentes tesztelés kiválóan kiegészíti a más típusú vizsgálatok (például röntgenanalízis, ultrahangos mérés) eredményeit – elsősorban annak köszönhetően, hogy a neutronok a mintadarabokat nemcsak a felületükön, hanem akár több centiméteres mélységükben is „látják”. Az ilyen neutronos megoldások már eddig is számos áttörő eredményt hoztak különböző ipari-technológiai alkalmazásokban, azonban a módszer kevéssé terjedt el a vizsgálatok helyhez kötöttsége, viszonylag bonyolult hozzáférhetősége és magas költsége miatt. Ezen fog segíteni a martonvásári megközelítés: a neutronforrás egyszerű és olcsó üzemeltetése gyors, olcsó és könnyen hozzáférhető vizsgálatokra kínál lehetőséget.
A mai neutronforrások mellett üzemelő nagyberendezések napi átlagos üzemeltetési költségei a nemzetközi tapasztalatok szerint az egy- és négymillió forint közötti sávban vannak. A martonvásári ennek a tizede lesz. Azért ilyen olcsó, mert itt nincs szükség a neutronokat kibocsátó nagy nukleáris létesítményre, az atomreaktorra. Mivel az ipar szereplői kevéssé ismerik az ilyen neutronkutatási eszközben rejlő lehetőségeket – hogy ne érje váratlanul a potenciális partnereket az új diagnosztikai lehetőség –, a martonvásári eszközt építő konzorcium vezetői már a berendezés elkészülte előtt széles körben igyekeznek megismertetni a módszert.
„Már 2018-ban felkerestem a szóba jöhető ipari partnereket, vázolva a neutronos vizsgálatokban rejlő lehetőségeket, egyúttal ismertettem a formálódó optimalizált kompakt neutronforrás előnyeit, és felajánlottam a Budapesti Kutatóreaktor eseti használatának lehetőségét. Számos ipari példát mutattunk olyan kérdések esetleges megválaszolására, amelyek a közismert és használt módszerek útján nyitottak maradtak a kutatás, fejlesztés vagy akár a sorozatgyártás folyamataiban. Így jutottam el az autóipar mint kiemelt céliparág szereplőihez, és tőlük kaptam mintákat, melyek közül két eseti példát, a bevezetőben említett alumínium alkatrész, továbbá egy csapágyprobléma vizsgálatát, illetve annak eredményeit szeretnénk ismertetni ebben a cikkben.
A Budapesti Kutatóreaktor hatvan éve üzemel Csillebércen, és várhatóan még további egy, esetleg több évtizedig is működhet. Segítségével már most megismerhetik az ipari szereplők a neutronos vizsgálatok lehetőségeit és előnyeit, kiegészítő szerepét a többi roncsolásmentes anyagvizsgálati módszerhez képest. Mindezek tükrében reményeim szerint egyre többet és többen fogják használni először a Kutatóreaktort, majd a martonvásári neutronforrást; végül pedig egy-egy nagyvállalat vagy ipari park akár saját neutronforrásának a megrendelésére is sor kerülhet, a martonvásári prototípus reprodukciójával – természetesen az adott partner elvárásainak paraméterezésével” – tájékoztatott Pétermann Csaba, a Mirrotron Kft. cégvezetője.
A Budapesti Kutatóreaktort az Energiatudományi Kutatóközpont működteti. A reaktor az energetikai reaktorokhoz képest viszonylag alacsony teljesítménnyel üzemel (10 megawatt, például a paksi 1300 megawatthoz képest), viszont a kompakt aktív zónájának köszönhetően nagyon nagy sűrűségű neutronnyalábokat lehet belőle kivezetni. Egy ilyen neutronnyalábon üzemelő képalkotó berendezés biztosította a fent említett autóipari alkatrészek vizsgálatához szükséges kísérleti körülményeket. Az egyik esetben az anyagszerkezeti vizsgálatok során a kutatók alumíniumból készült, szabálytalan formájú, domborulatokat és homorulatokat, valamint furatokat egyaránt tartalmazó, mintegy 15-20 centiméter kiterjedésű és 1-2 centiméter vastag darab központi részére koncentráltak.
„A megrendelő által a fedélalkatrész egy részén megjelölt tartományban levő hibahelyeket vizsgáltuk. A neutronnyalábbal történő átvilágítás során a tomográfiás képalkotás és kiértékelés eredményei azt mutatták, hogy az alumíniumfedélen számos öntési hibahely található. A mérendő tárgy nagysága és a megkívánt térbeli felbontás miatt a tárgy esetében a tomográfiás képalkotást csak két részletben végezhettük el: a fedél jobb és bal részéről egymással átfedő képek készültek. A mérést digitális képalkotással végeztük, melynek során a mérendő tárgy egyes nézeteiről 1126 felvétel, 16 bit szürkeérték felbontású kép készült, továbbá a gyengítetlen neutronnyalábról, valamint a kamera sötétáramáról is 10-10 darab spektrumot vettünk fel, ez utóbbiakra a hasznos jeleknek a háttérzajból való minél tisztább kinyerésére volt szükség” – nyilatkozta magazinunknak Szentmiklósi László laborvezető.
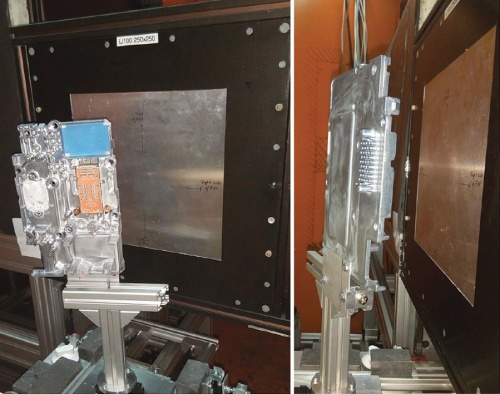 Egy komplex alumíniumöntvény neutrontomográfiás vizsgálatra előkészítve a Budapesti Neutron Centrum RAD mérőhelyén
Egy komplex alumíniumöntvény neutrontomográfiás vizsgálatra előkészítve a Budapesti Neutron Centrum RAD mérőhelyénA tomográfiás rekonstrukció eredménye, ideális esetben, megadja a vizsgált térfogat különböző pontjaiban a tárgyhoz tartozó neutrongyengítési együtthatókat. Ezek az értékek, azonos anyagi minőséget feltételezve (például alumíniumötvözet), a lokális sűrűségről adnak felvilágosítást. Ebben a konkrét esetben a tárgy mérete és anyaga miatt a képalkotásban korrekciós eljárásokat kellett alkalmazni, ami a homogenitásra és a lokális sűrűségre vonatkozó kijelentéseket megnehezítette. Viszont az anyaghiányok okozta nagymértékű struktúraváltozásokat a korrekciós torzítások ellenére jól ki tudták mutatni, a háromdimenziós felvételeken jól láthatók a zárványos anyaghibák.
A mérést és az értékelést Kis Zoltán, a kutatóközpont tudományos főmunkatársa végezte. Megállapítása szerint az alumíniumfedélen számos öntési hibahely látható: a pórusok térbeli eloszlása egyenetlen, a csavarmenettel rendelkező tuskók környékére koncentrálódnak. Az öntési pórusok köbmilliméteres nagyságrendbe esnek és gömb alakúak, ami az öntés során keletkező gázok okozta üregképződésre utal. A legnagyobb pórusok 1–4 köbmilliméteresek, de találtak egy 20 köbmilliméteres térfogatút is. A hibahelyek részben összefüggő csatornarendszert alkotnak, de ezek kiterjedtsége az alkalmazott mérési feltételek térbeli felbontásával nem volt biztosan megállapítható. Mindebből ugyanakkor egyértelműen le lehetett vonni a következtetést, hogy a fedélalkatrész nem felelt meg a hermetikus zárás követelményeinek, ezt elkerülendő, az öntési technológiát kell javítani.
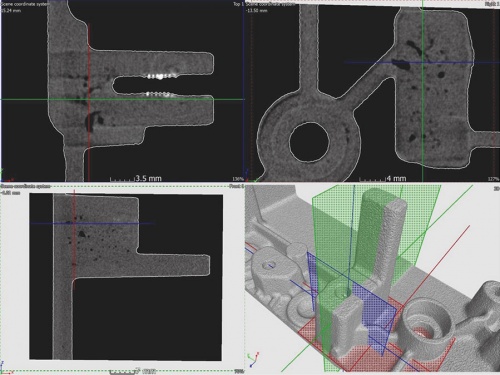 A tárgy metszeti képein jól azonosíthatók az öntési hibák
A tárgy metszeti képein jól azonosíthatók az öntési hibákEgy másik esetben, szintén autóipari vállalat problémájaként, csapágyak kenési hiányosságának a feltárása volt a feladat. Egy elhasználódott és egy új kétsoros golyóscsapágy összehasonlító vizsgálatában a neutronok segítségével feltárhatták nemcsak a konkrét hibát, a repedéseket és töréseket, hanem annak okát is. Ugyancsak a neutrontomográfia módszerével a fémes részek mellett a szerves anyagok is láthatóvá tehetők (ellentétben például a röntgenes átvilágítással). Ezzel kimutatható volt – a csapágy megbontása nélkül –, hogy a tapasztalt kopás és törés kenési elégtelenségre vezethető vissza. Egy új és egy elhasználódott kétsoros golyóscsapágy neutron tomogramjának összehasonlítása megmutatta, hogy a használt minta egy részében a kenőanyag szinte teljesen hiányzik, és ennek környezetében számos repedést lehetett felfedezni.
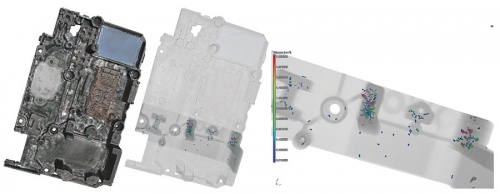 Az alumíniumöntvény 3D optikai szkennelt modellje (bal oldali ábra) és az arra sötétebb árnyalattal rávetített részleges neutrontomográfiás kép (középső ábra). A kvantitatív, digitális pórusanalízis során a különböző méretű pórusokat, öntési hibákat eltérő színnel jelenítjük meg (jobb oldali ábra)
Az alumíniumöntvény 3D optikai szkennelt modellje (bal oldali ábra) és az arra sötétebb árnyalattal rávetített részleges neutrontomográfiás kép (középső ábra). A kvantitatív, digitális pórusanalízis során a különböző méretű pórusokat, öntési hibákat eltérő színnel jelenítjük meg (jobb oldali ábra)„Az alumínium alkatrész, valamint a golyóscsapágy neutronos vizsgálata kiváló példa arra, hogy egy hazai kutatóközpont az ipar szereplői számára hasznos elemzésre képes. Mindkét esetben az autógyártó vállalat ennek köszönhetően érvényesíteni tudja az alkatrészek beszállítóival szemben a szigorú minőségi elvárásait. Sokkal több feladatra is vállalkoznánk, de a hazánkban működő multinacionális cégek általában az anyavállalat országának kutatóhelyein végzik az ilyenfajta teszteket. Viszont hatalmas potenciál rejlik a hazai kis- és középvállalkozásokban, a multinacionális nagyvállalatok beszállítóiban; elsősorban őket segíthetné az itthoni kutatás-fejlesztési infrastruktúra, de ezek a kkv-k még kevéssé ismerik például a mi neutronos lehetőségeinket, így elvétve kérik fel a magyar kutatóhelyeket. Ugyanakkor az érintettek számára fontos információ, hogy hatszáz kilométeres körzetben ez az egyetlen, ilyen korszerű neutronos módszert alkalmazó központ” – mondta Szentmiklósi László, aki azt is kiemelte, hogy a budapesti kutatóhely ugyanazt a szakmai minőséget a nyugati intézeteknél lényegesen alacsonyabb áron produkálja. A reaktornál végezhető mérések nem a napi rutinra alapozó, sorozatgyártási feladatokat tudnak ellátni, hanem egyedi megbízásokra egyedi mérési módszerek kidolgozásában erős szakemberek oldanak meg technológiát fejlesztő vagy minőséget javító problémákat. Mindezt roncsolásmentesen, azaz a megrendelő ugyanazt a tárgyat kapja vissza, amit átadott, és ezen további tesztelések is végezhetők. A magas színvonalú munkát az is garantálja, hogy a vizsgálatok nemzetközi szabványoknak és az ISO9001: 2015 minőségirányítási rendszernek megfelelő körülmények között zajlanak, az adatok feldolgozását a legjobbak között elismert szoftverekkel végzik.
A martonvásári új neutronforrás – a Kutatóreaktorral együttműködésben, egymás lehetőségeit kiegészítve – még több, könnyebben elérhető és olcsóbban kivitelezhető anyagvizsgálati lehetőséget fog kínálni.•