Vasutasok, vas-úton, vasöntvényekkel
 Halász Béla
Halász BélaKérem, mutassa be röviden, milyen szerepük van cégüknél az öntvényeknek.
– Gépész- és okleveles kohómérnökként örömmel mondhatom, hogy eléggé „öntvényfertőzött” cég vagyunk. A legnagyobb gyártási szegmensünknél, a fékmechanikánál a fékegységeink (1., 2. kép) nagyobb része öntvény, közülük is kiemelkednek a gömbgrafitos vasöntvényeink – ezekből éves szinten körülbelül 15 millió euró értékben szerzünk be. Ez az összeg elsőre hatalmasnak tűnhet, de e beszerzési nagyság mögött 1000 (!) különböző alkatrész áll; a kis, egyszerű pár dekástól a 30-40 kilós magintenzív öntvényekig.
 1. kép. Tárcsás fékolló
1. kép. Tárcsás fékolló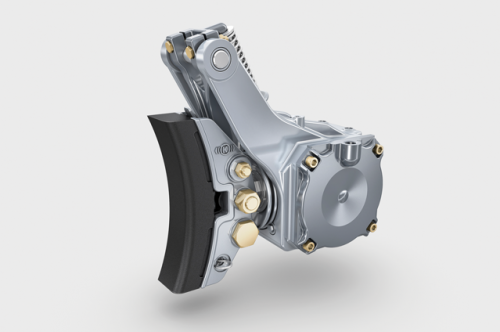 2. kép. Tuskós fékegység
2. kép. Tuskós fékegységAz öntvények éves igénye is elég széles palettát fed le, hiszen az úgynevezett pár darabos „szervizigényű” darabok mellett vannak évi tízezres darabszámigényű alkatrészeink is. Második helyen 4 millió euróval az alumíniumöntvények vannak, azokból körülbelül 400 különféle öntvényünk van. A darabszámokból és a falvastagságokból adódóan a gyártási technológia itt gravitációs kokillaöntészet, a jellemző anyagminőség pedig az AlSi10Mg (általánosan használt alumíniumötvözet, szabvány szerint 9–11% szilícium- és 0,2–0,6% magnéziumtartalommal), T6-os hőkezeléssel. Ezenfelül vannak még bronz, alu-bronz, nyomásos alumínium és precíziós alkatrészeink, ezek gyártási nagysága azonban nem olyan kiemelkedő, mint az előbb említett vas-, illetve alumíniumöntvényeké.
Említette, hogy nagyon sokféle öntvényük van, meglehetősen különböző éves igényekkel. Hogyan tudják ezt a széles beszerzési spektrumot lefedni?
– Ez igazi csapatmunka. A fejlesztőmérnökök, beszerzők, logisztikusok, beszállítói minőségfejlesztők összehangolt munkájának eredménye, hogy vevőink igényét – már kész fékegység formájában – időben ki tudjuk elégíteni.
Hogyan kapcsolódik ebbe a csapatba az Ön által vezetett műszaki szakértői csoport?
– Ez a csoport azzal az alapgondolattal jött létre 2015-ben, hogy olyan műszaki szakemberek, akik egy-egy gyártástechnológia kiváló ismerői, a napi „mókuskerékből” ki tudjanak lépni, hogy legyen idejük hosszú távú projektekkel (standardizálás, költségoptimalizálás, új technológiák bevezetése) foglalkozni, ezek eredményeit dokumentálni és megosztani a kollégákkal.
Ilyen irodalom lett az öntészettel kapcsolatban az úgynevezett belső használatú Műszaki irányelvek, amelyet minden nagy termékcsaládra kidolgozunk. Ezek az irányelvek elengedhetetlen segítséget nyújtanak a fejlesztőmérnököknek már a tervezési fázisban, hogy a rajzra végül költségoptimalizáltan gyártható öntvény kerülhessen.
Minőségügyi problémák megoldásában pedig az eszkalációs mátrix csúcsa vagyunk. Ide már csak olyan témák kerülnek, melyek megoldásához nagyfokú szakmai tudásra és tapasztalatra van szükség.
Mondana egy-két konkrét öntészeti példát, amelyekre nagyon büszkék?
– Hála Istennek, sok eredményünk van mind az öntvényhelyes alkatrésztervezés, mind a gyártástechnológia-optimalizálás, mind a reklamációkezelés terén. A gyártástechnológia-optimalizálás kapcsán megemlíteném az úgynevezett „fékbetéttartó” (Bremsbelaghalter) öntvénycsaládot.
Ennek az alkatrésznek az öntése sokáig vízszintes osztású formázósoron történt. A „lábak” kitáplálásához azonban módosítanunk kellett a nyersöntvény-geometrián. Az anyagtöbblet szerepe az volt, hogy a dermedés az exo tápfej irányába folyamatos legyen, de ezt a „technológiai szemet” – miután férőhelyproblémát okozott – plusz forgácsolási művelettel el kellett távolítani (1. ábra).
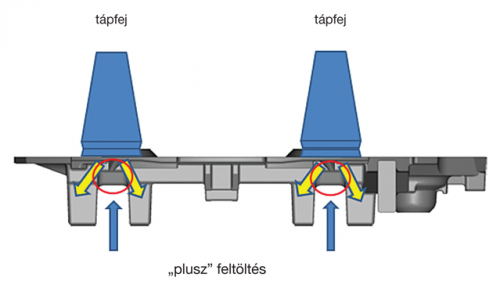 1. ábra. Fékbetéttartó vizszintes osztású formázógépen
1. ábra. Fékbetéttartó vizszintes osztású formázógépenAz alkatrészt, a beszállítóval közösen, függőleges osztású formázógépre helyeztük át. Természetesen itt is a „lábak” voltak a kritikus részek, de egy geometriaváltoztatással (falvastagság-növelés), amely minimális súlynövekedést okozott, sikerült elérni, hogy a lábak utántáplálása mellett a formatöltés során esetlegesen a „lábban” maradó légbezáródások is eltávoztak. Ezen helyen a falvastagság-növelésből adódó plusz anyagtöbbletet – miután nem okozott férőhelyproblémát – már nem kellett lemunkálni, és a „túlfolyóként” üzemelő tápfej is „csak” natúr tápfej lett (2., 3. ábra).
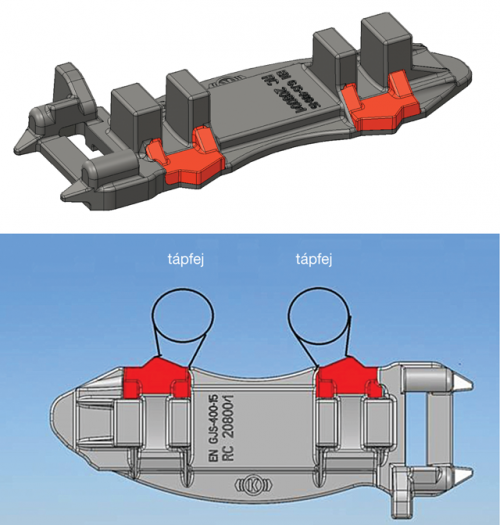 2., 3. ábra. Fékbetéttartó függőleges osztású formázógépen
2., 3. ábra. Fékbetéttartó függőleges osztású formázógépenA másik példa az RZx Gehäuse (RZx házak – kompakt fékegységek egyik csoportjának házöntvényei) termékcsaládnál történt. Ennél az alkatrésznél 10 bar nyomásnál maximum 200 pascal nyomásesés megengedett. A forgácsolás után bekövetkező nyomástömörség-vizsgálatnál nem tudtuk szivárgásjelző spray-vel megállapítani a szivárgás helyét. Víz alatti vizsgálatnál az „alsó” légcsatlakozónál azonban 30-40 másodperc után „permetszerű” jelenség volt megfigyelhető (4. ábra, 3. kép).
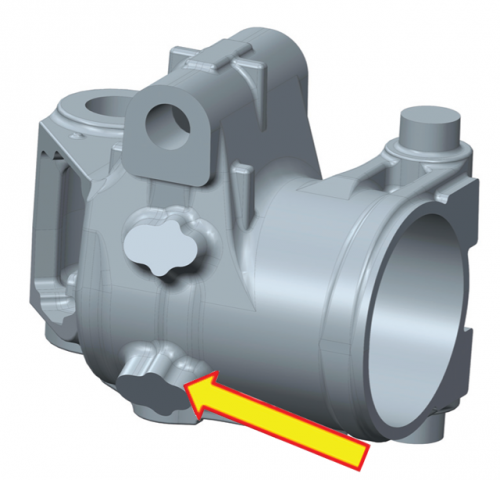 4. ábra. Az RZx ház
4. ábra. Az RZx ház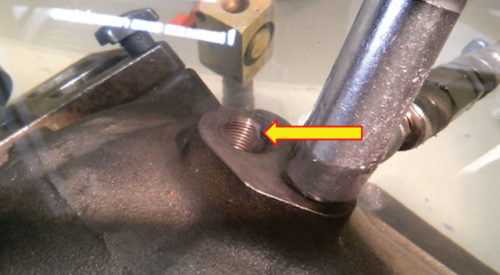 3. kép. Víz alatti nyomáspróba (a szabadon lévő légcsatlakozónál „permetszerű” szivárgás)
3. kép. Víz alatti nyomáspróba (a szabadon lévő légcsatlakozónál „permetszerű” szivárgás)A légcsatlakozóban olyan apró mértékű porozitásláncolat volt található, amely fűrészelés után nem is volt látható, csak polírozás után. A hiba nagyságára jellemző, hogy még az elsőminta-vizsgálat során a röntgenvizsgálat sem mutatta ki. A légcsatlakozó az eredeti öntéstechnológiában a belső nagy magban elhelyezett hűtővassal lett belülről hűtve, amely talán szerepet játszott e porozitásláncolat kialakulásában. Forgácsoláskor a légcsatlakozásra szolgáló két furattal ez a porozitásfelhő „összenyitásra” került, és a levegő ezen keresztül tudott átjárni (4. kép).
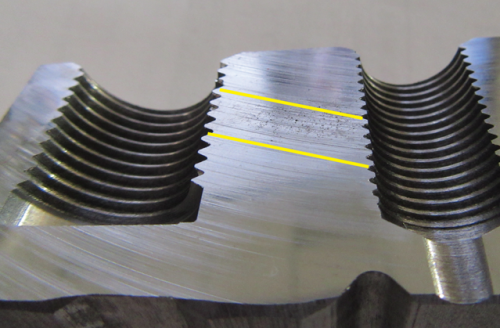 4. kép. A légcsatlakozó metszete (a két menet között a porozitáslánc)
4. kép. A légcsatlakozó metszete (a két menet között a porozitáslánc)A problémamegoldás során a leggyorsabb – és legolcsóbb – megoldásnak egy beolvadó hűtőtüske tűnt, amely azonban nem olvadt be teljesen, sőt össze sem olvadt az olvadékkal, és annak ellenére, hogy a porozitásláncot „kettévágta”, a hűtővas melletti résen – bármennyire keskeny is volt az – nyomástömítetlenséghez vezetett (5. kép).
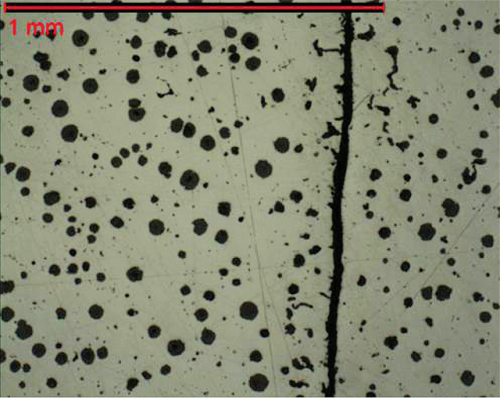 5. kép. A be- és össze nem olvadt hűtőstift és az öntvény jól elkülönült határa csiszolaton
5. kép. A be- és össze nem olvadt hűtőstift és az öntvény jól elkülönült határa csiszolatonEz a légcsatlakozó később egy magban kialakítandó natúr tápfejjel került kitáplálásra, amely végül a hibaokot megszüntette (6. kép).
 6. kép. Az alsó légcsatlakozó táplálása magban kialakított natúr tápfejjel
6. kép. Az alsó légcsatlakozó táplálása magban kialakított natúr tápfejjelMik a jövőbeni terveik öntészeti területen a Knorr-Bremse Budapest Rail Systemsnél?
– Vasöntvények területén szorosan együttműködve a fejlesztéssel a nagy szilíciumtartalmú, ferrites alapszerkezetű öntöttvasak bevezetésén dolgozunk. Terveink között szerepel egy 3D-s „öntvénynyomtató” beszerzése, amely ugyan a nagyszériás – és gömbgrafitos – öntvénygyártást nem helyettesítheti, de megvalósulás esetén biztos, hogy új dimenziókat nyitna meg például az alkatrésztesztelésben. Ezenfelül szeretnénk az alumíniumöntvényeinket is lehetőség szerint standardizálni.•